Linea meccatronica di lavorazione e smistamento automatizzato

I.I.S. Carafa Giustiniani
Il progetto è stato sviluppato da un gruppo di studenti nell’ambito scolastico, all’interno di un percorso tecnico orientato all’automazione industriale e alla meccatronica.
Il team è composto da studenti con competenze complementari in ambito elettronico, informatico e di programmazione PLC. La collaborazione si è basata su una suddivisione delle attività per aree (progettazione, sviluppo software, cablaggio e test), garantendo un lavoro coordinato ed efficace.
More Maker Info
https://www.carafagiustiniani.edu.it/More Event Info
More Project Info
https://www.carafagiustiniani.edu.it/
Cosa ti ha ispirato a realizzare questo progetto?
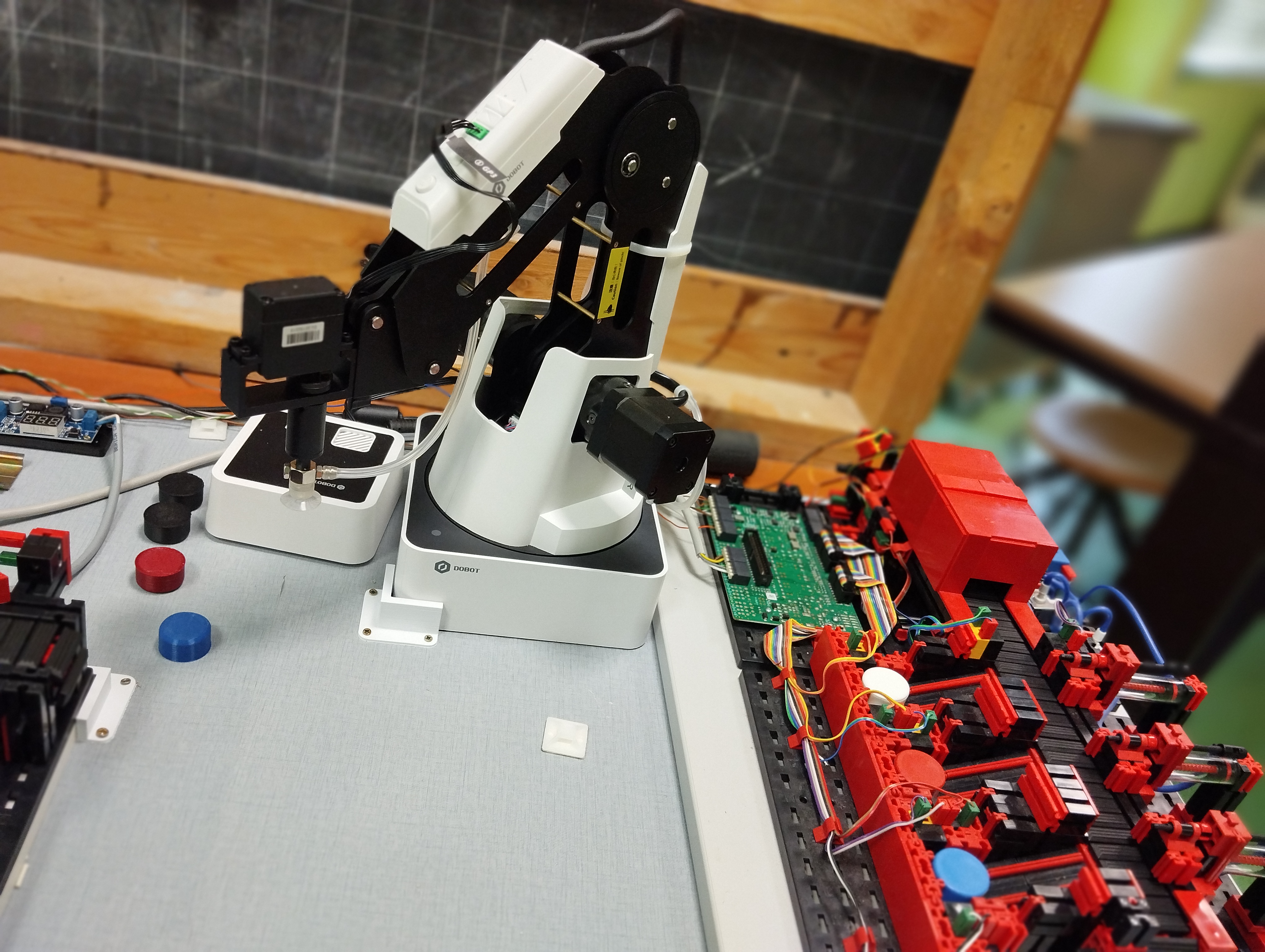
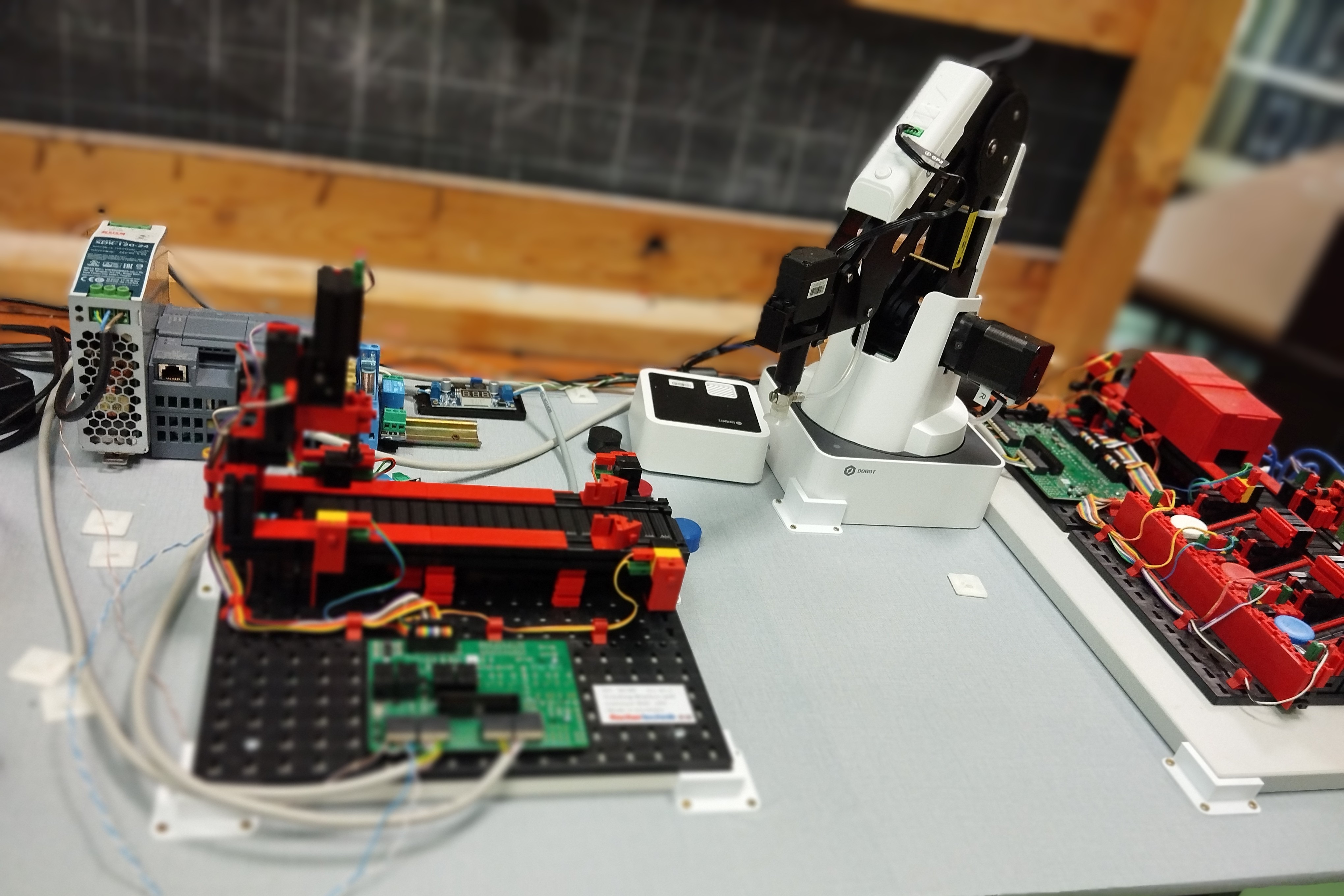
Il progetto nasce dall’interesse per l’automazione industriale e dalla volontà di applicare in modo pratico le competenze acquisite a scuola. L’obiettivo è stato simulare una linea produttiva reale, integrando robotica, PLC e sistemi di controllo per comprendere le logiche dell’industria moderna.
Quali sono alcune delle sfide che hai incontrato e come le hai affrontate?
Una delle principali difficoltà è stata la gestione dei segnali logici di comunicazione tra il robot Dobot e il PLC, in particolare per garantire una corretta sincronizzazione delle operazioni. Differenze di livelli logici e temporizzazioni potevano causare attivazioni errate o mancate risposte.
Abbiamo risolto il problema studiando attentamente le interfacce I/O, utilizzando relè per l’adattamento dei segnali e implementando una logica di handshake tra PLC e robot, così da rendere la comunicazione affidabile e il ciclo completamente sincronizzato.